

மார்கரைன் உற்பத்தி செயல்முறை
மார்கரைன் உற்பத்தி செயல்முறை
மார்கரைன் உற்பத்தி இரண்டு பகுதிகளை உள்ளடக்கியது: மூலப்பொருள் தயாரித்தல் மற்றும் குளிர்வித்தல் மற்றும் பிளாஸ்டிக்மயமாக்கல். முக்கிய உபகரணங்களில் தயாரிப்பு தொட்டிகள், ஹெச்பி பம்ப், வோட்டர் (ஸ்கிராப் செய்யப்பட்ட மேற்பரப்பு வெப்பப் பரிமாற்றி), பின் ரோட்டார் இயந்திரம், குளிர்பதன அலகு, வெண்ணெயை நிரப்பும் இயந்திரம் போன்றவை அடங்கும்.
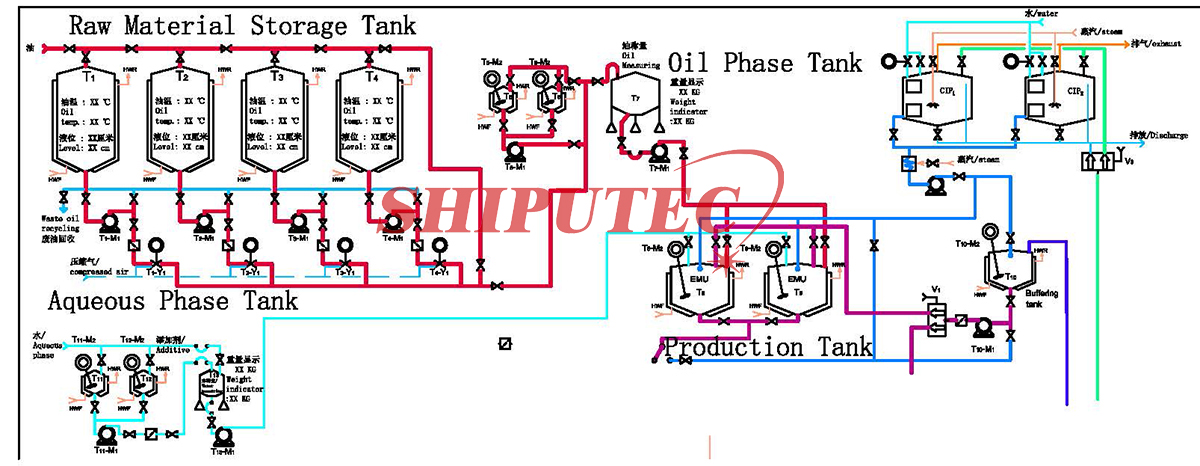
முந்தைய செயல்முறையானது எண்ணெய் கட்டம் மற்றும் நீர் கட்டம், அளவீடு மற்றும் எண்ணெய் கட்டம் மற்றும் நீர் கட்டத்தின் கலவை குழம்பாக்குதல் ஆகும், இதனால் பிந்தைய செயல்முறைக்கு பொருள் உணவைத் தயாரிக்கிறது. கடைசி செயல்முறை தொடர்ச்சியான குளிரூட்டும் பிளாஸ்டிக்மயமாக்கல் மற்றும் தயாரிப்பு பேக்கேஜிங் ஆகும்.
வெண்ணெயின் மூலப்பொருள் தயாரிப்பு செயல்முறை படம் 1 இல் காட்டப்பட்டுள்ளது:

- 1.காய்ச்சிய பால்
பால் சேர்க்க சில மார்கரின் ஃபார்முலா, மற்றும் லாக்டிக் அமில பாக்டீரியா நொதித்தல் பிறகு பால் இயற்கை கிரீம் போன்ற சுவையை உருவாக்க முடியும், எனவே புளிக்க பால் மற்றும் தண்ணீர் கலந்து தொழிற்சாலை.
- 2.நீர் கலத்தல்
வெண்ணெயின் ஃபார்முலாவில் உள்ள நீர் மற்றும் நீரில் கரையக்கூடிய சேர்க்கைகளான காய்ச்சிய பால், உப்பு, ப்ரிசர்வேட்டிவ்கள் போன்றவை, நீர் கட்ட கலவையில் சேர்க்கப்பட்டு, நிர்ணயிக்கப்பட்ட விகிதத்தில் அளவீட்டு தொட்டியில் கலக்கப்பட்டு கலக்க வேண்டும், இதனால் நீர் நிலை கூறுகள் ஒரு சீரான கரைசலில் கரைக்கப்படுகின்றன.
- 3.எண்ணெய் கட்ட கலவை
வெவ்வேறு விவரக்குறிப்புகளின் மூல எண்ணெய் முதலில் பரிந்துரைக்கப்பட்ட விகிதத்தின்படி எண்ணெய் கலவை தொட்டியில் கலக்கப்படுகிறது, பின்னர் எண்ணெயில் கரையக்கூடிய சேர்க்கைகளான குழம்பாக்கி, ஆக்ஸிஜனேற்ற, எண்ணெயில் கரையக்கூடிய நிறமி, எண்ணெயில் கரையக்கூடிய செல்லுலோஸ் போன்றவை சேர்க்கப்படுகின்றன. விகிதாச்சாரத்தின் படி எண்ணெய் கட்டம், அளவீட்டு தொட்டியுடன் கலந்து, ஒரு சீரான எண்ணெய் கட்டத்தை உருவாக்க கிளறப்பட்டது.
- 4.குழம்பு
வெண்ணெயின் குழம்பாக்குதல் நோக்கம் நீர்நிலையை சமமாக மற்றும் எண்ணெய் கட்டத்தில் நிலையாக சிதறச் செய்வதாகும், மேலும் அக்வஸ் கட்டத்தின் சிதறல் அளவு உற்பத்தியின் தரத்தில் பெரும் தாக்கத்தை ஏற்படுத்துகிறது. வெண்ணெயின் சுவையானது நீர்நிலைத் துகள்களின் அளவோடு நெருங்கிய தொடர்புடையது என்பதால், நுண்ணுயிரிகளின் பரப்புதல் நீர் கட்டத்தில் மேற்கொள்ளப்படுகிறது, பொது பாக்டீரியாவின் அளவு 1-5 மைக்ரான்கள், எனவே 10-20 இல் நீர்த்துளிகள் மைக்ரான்கள் அல்லது சிறிய வரம்பு பாக்டீரியாவின் பரவலைக் கட்டுப்படுத்தலாம், எனவே நீர் நிலை பரவல் மிகவும் நன்றாக உள்ளது, நீர் நிலை துகள்கள் மிகவும் சிறியதாக இருப்பதால் வெண்ணெயை சுவை இழக்கச் செய்யும்; சிதறல் போதுமானதாக இல்லை, நீர் கட்ட துகள் மிகவும் பெரியது, இது வெண்ணெயை சிதைக்கும் உருமாற்றத்தை உருவாக்கும். வெண்ணெயில் நீர்நிலைப் பரவலின் அளவுக்கும் உற்பத்தியின் தன்மைக்கும் இடையே உள்ள தொடர்பு தோராயமாக பின்வருமாறு:
| 水滴直径 நீர் துளி பரிமாணம் (微米 மைக்ரோமீட்டர்) | 人造奶油性质 (மார்கரின் சுவை) |
| 1 க்கும் குறைவானது (சுமார் 80-85% நீர் கட்டத்தில்) | கனமான மற்றும் குறைந்த சுவை |
| 30-40 (நீர் கட்டத்தில் 1% க்கும் குறைவானது) | நல்ல சுவை, அழுகுவதற்கு எளிதானது |
| 1-5 (சுமார் 95% நீர் கட்டத்தில்) | நல்ல சுவை, அழுகுவது எளிதல்ல |
| 5-10 (சுமார் 4% நீர் கட்டத்தில்) | |
| 10-20 (நீர் கட்டத்தில் சுமார் 1%) |
கூழ்மப்பிரிப்பு செயல்பாடு ஒரு குறிப்பிட்ட அளவிலான சிதறல் தேவைகளை அடைய வேண்டும் என்பதைக் காணலாம்.
நீர் கட்டம் மற்றும் எண்ணெய் கட்டத்தை தனித்தனியாகவும், முந்தைய கட்டத்துடன் சமமாகவும் கலப்பதன் நோக்கம், எண்ணெய் மற்றும் நீரின் இரண்டு கட்டங்களின் குழம்பு மற்றும் கலவைக்குப் பிறகு முழு குழம்புகளின் சீரான நிலைத்தன்மையை உறுதி செய்வதாகும். கூழ்மப்பிரிப்பு கலவை, அறுவை சிகிச்சை பிரச்சனை 50-60 டிகிரி, நீர் கட்டம் அளவிடப்பட்ட எண்ணெய் கட்டத்தில் சேர்க்கப்படுகிறது, இயந்திர கிளறி அல்லது பம்ப் சுழற்சி கிளறி, நீர் கட்டம் எண்ணெய் கட்டத்தில் முழுமையாக சிதறி, மரப்பால் உருவாக்கம் ஆகும். ஆனால் இந்த வகையான லேடெக்ஸ் திரவம் மிகவும் நிலையற்றது, விளையாட்டு மைதானத்தில் எண்ணெய் மற்றும் நீர் பிரிப்பு நிகழ்வு இருக்கலாம் கிளறுவதை நிறுத்துங்கள்.
கலப்பு குழம்பு வழங்கப்பட்ட பிறகு, தயாரிப்பு தொகுக்கப்படும் வரை குளிர்ச்சி மற்றும் பிளாஸ்டிக்மயமாக்கல் செயல்முறை மேற்கொள்ளப்படுகிறது.
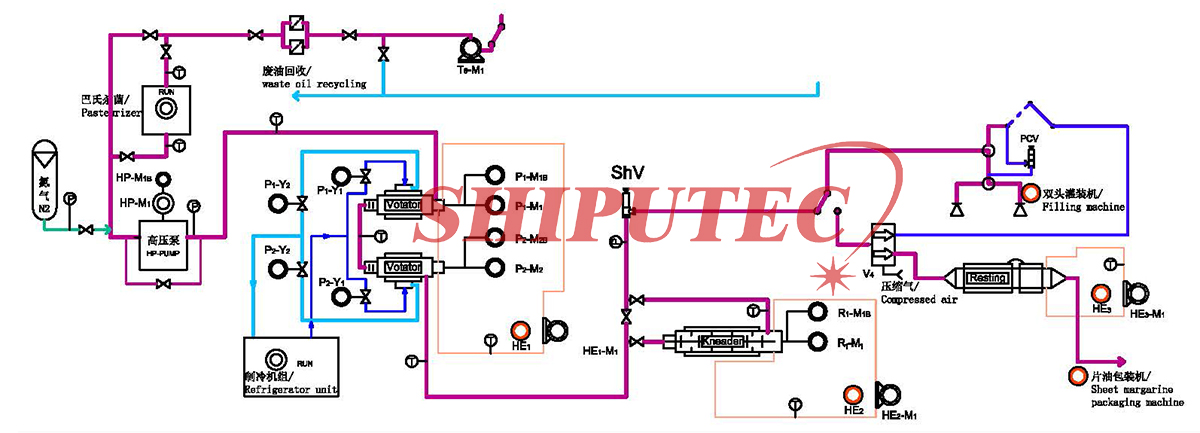
ஒரு நெகிழ்வான வெண்ணெயை உற்பத்தி செய்ய குழம்பு குளிர்ந்து பிளாஸ்டிக்மயமாக்கப்பட வேண்டும். தற்போது, இது முக்கியமாக மூடிய தொடர்ச்சியான அணைக்கும் பிளாஸ்டிக்மயமாக்கல் சாதனத்தை ஏற்றுக்கொள்கிறது, இதில் வோட்டர் அல்லது ஸ்கிராப் செய்யப்பட்ட மேற்பரப்பு வெப்பப் பரிமாற்றி (அலகு A), பின் சுழலி இயந்திரம் அல்லது பிசையும் இயந்திரம் (அலகு C) மற்றும் ஓய்வு குழாய் (அலகு B) ஆகியவை அடங்கும். தொழில்நுட்ப செயல்முறை படம் 2 இல் காட்டப்பட்டுள்ளது:
இந்த உபகரணங்களின் தொகுப்பு பின்வரும் பண்புகளைக் கொண்டுள்ளது:
1. உயர் அழுத்த காற்று புகாத தொடர்ச்சியான செயல்பாடு
ப்ரீமிக்ஸ் செய்யப்பட்ட குழம்பு வாக்காளருக்கான உயர் அழுத்த பம்ப் மூலம் தணிக்கும் சிலிண்டரில் செலுத்தப்படுகிறது. உயர் அழுத்தம் அலகு முழுவதும் எதிர்ப்பை சமாளிக்க முடியும், உயர் அழுத்த செயல்பாடு கூடுதலாக தயாரிப்பு மெல்லிய மற்றும் மென்மையான செய்ய முடியும். மூடிய செயல்பாடு, குழம்புடன் கலந்த நீரை தணித்தல் மற்றும் ஒடுக்குதல் ஆகியவற்றின் காரணமாக காற்று மற்றும் காற்றைத் தடுக்கலாம், தயாரிப்பு சுகாதாரத் தேவைகளை உறுதிசெய்து, குளிர்பதன இழப்பைக் குறைக்கலாம்.
2. தணித்தல் மற்றும் கூழ்மப்பிரிப்பு
குழம்பு விரைவாக குளிர்விக்க வோட்டட்டரில் அம்மோனியா அல்லது ஃப்ரீயான் கொண்டு குழம்பு தணிக்கப்படுகிறது, இதனால் சிறிய படிகத் துகள்கள், பொதுவாக 1-5 மைக்ரான்கள் உற்பத்தியாகிறது, இதனால் சுவை மென்மையானது. கூடுதலாக, வோட்டேட்டரில் சுழலும் தண்டில் உள்ள ஸ்கிராப்பர் சிலிண்டரின் உள் சுவருடன் நெருக்கமாக இணைக்கப்பட்டுள்ளது, எனவே செயல்பாட்டில் உள்ள ஸ்கிராப்பரால் உள் சுவரில் ஒட்டியிருக்கும் படிகமயமாக்கலைத் தொடர்ந்து துடைப்பது மட்டுமல்லாமல், குழம்பைச் சிதறடிக்கவும் முடியும். தொனியின் குழம்பாக்குதல் தேவைகள்.
3. பிசைதல் மற்றும் தடித்தல் (முள் ரோட்டார் இயந்திரம்)
வாக்காளரால் குளிரூட்டப்பட்ட குழம்பு படிகமயமாக்கலை உருவாக்கத் தொடங்கினாலும், அது இன்னும் ஒரு குறிப்பிட்ட காலத்தில் வளர வேண்டும். குழம்பு ஓய்வில் படிகமாக்க அனுமதிக்கப்பட்டால், திட கொழுப்பு படிகங்களின் வலையமைப்பு உருவாகும். இதன் விளைவாக, குளிர்ந்த குழம்பு பிளாஸ்டிசிட்டி இல்லாமல் மிகவும் கடினமான வெகுஜனத்தை உருவாக்கும். எனவே, குறிப்பிட்ட பிளாஸ்டிசிட்டியுடன் மார்கரைன் தயாரிப்புகளைப் பெறுவதற்கு, குழம்பு ஒட்டுமொத்த நெட்வொர்க் கட்டமைப்பை உருவாக்கும் முன், பிணைய கட்டமைப்பை இயந்திர வழிமுறைகளால் உடைக்க வேண்டும், இதனால் தடித்தல் குறைக்கும் விளைவை அடைய முடியும். பிசைதல் மற்றும் தடித்தல் முக்கியமாக பின் ரோட்டார் இயந்திரத்தில் செய்யப்படுகிறது.
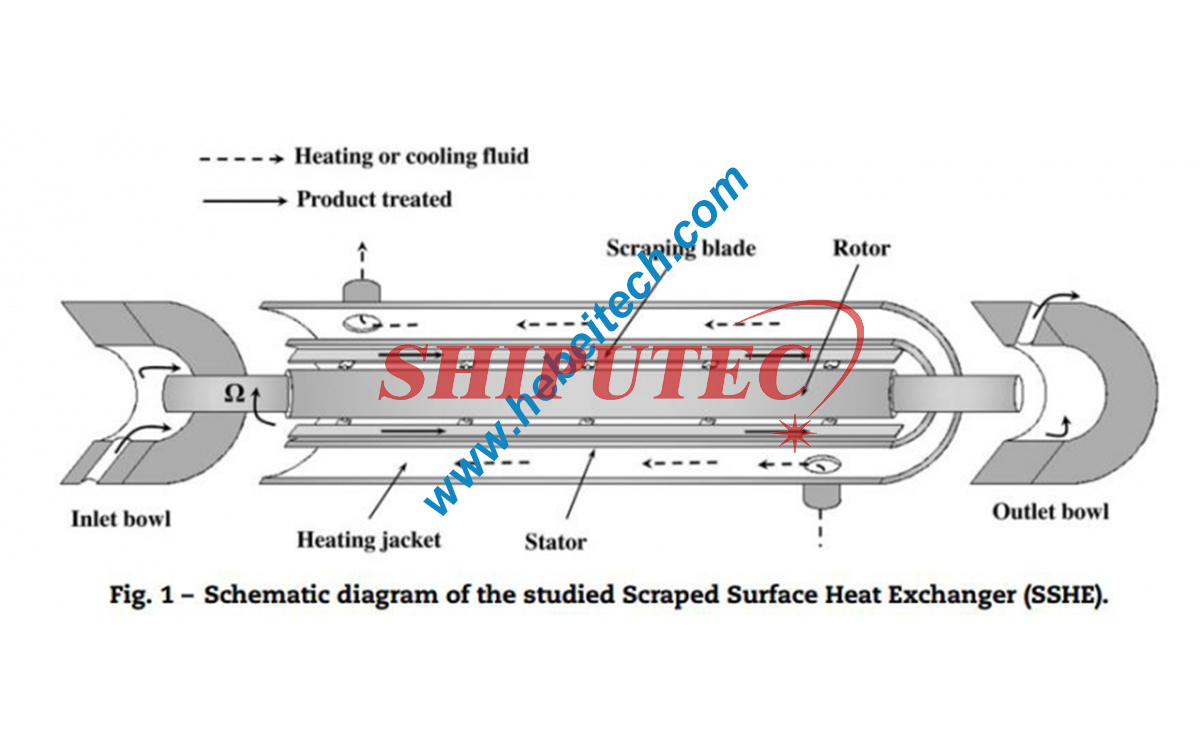
அலகு A (வாக்காளர்) உண்மையில் ஒரு ஸ்கிராப்பர் குளிரூட்டும் சாதனம். குழம்பு உயர் அழுத்த பம்ப் மூலம் மூடிய அலகு A (வாக்காளர்) க்குள் செலுத்தப்படுகிறது. குளிர்விக்கும் சிலிண்டர் மற்றும் சுழலும் தண்டுக்கு இடையே உள்ள சேனல் வழியாக பொருள் செல்கிறது, மேலும் குளிரூட்டும் ஊடகத்தின் தணிப்பதன் மூலம் பொருள் வெப்பநிலை வேகமாக குறைகிறது. தண்டின் மேற்பரப்பில் இரண்டு வரிசை ஸ்கிராப்பர்கள் ஏற்பாடு செய்யப்பட்டுள்ளன. வாக்காளரின் உள் மேற்பரப்பில் உருவாகும் படிகங்கள் அதிவேக சுழலும் ஸ்கிராப்பரால் அகற்றப்பட்டு எப்போதும் புதிய குளிர்ச்சியான மேற்பரப்பை வெளிப்படுத்தவும் திறமையான வெப்ப பரிமாற்றத்தை பராமரிக்கவும் செய்கின்றன. ஸ்கிராப்பரின் செயல்பாட்டின் கீழ் குழம்பு சிதறடிக்கப்படலாம். பொருள் அலகு A (வாக்காளர்) வழியாக செல்லும் போது, வெப்பநிலை 10-20 டிகிரிக்கு குறைகிறது, இது எண்ணெயின் உருகும் புள்ளியை விட குறைவாக உள்ளது. எண்ணெய் படிகமாக மாறத் தொடங்கினாலும், அது இன்னும் திடமான நிலையை உருவாக்கவில்லை. இந்த நேரத்தில், குழம்பு குளிர்ச்சி நிலையில் உள்ளது மற்றும் அது ஒரு தடிமனான திரவமாகும்.
அலகு A (வாக்காளர்) இன் சுழற்சி அச்சு வெற்று. செயல்பாட்டின் போது, 50-60 டிகிரி சூடான நீர் சுழற்சி அச்சின் மையத்தில் ஊற்றப்படுகிறது, இது படிகமயமாக்கலைத் தடுக்கிறது மற்றும் அச்சில் குணப்படுத்தப்படுகிறது மற்றும் அடைப்பு ஏற்படுகிறது.
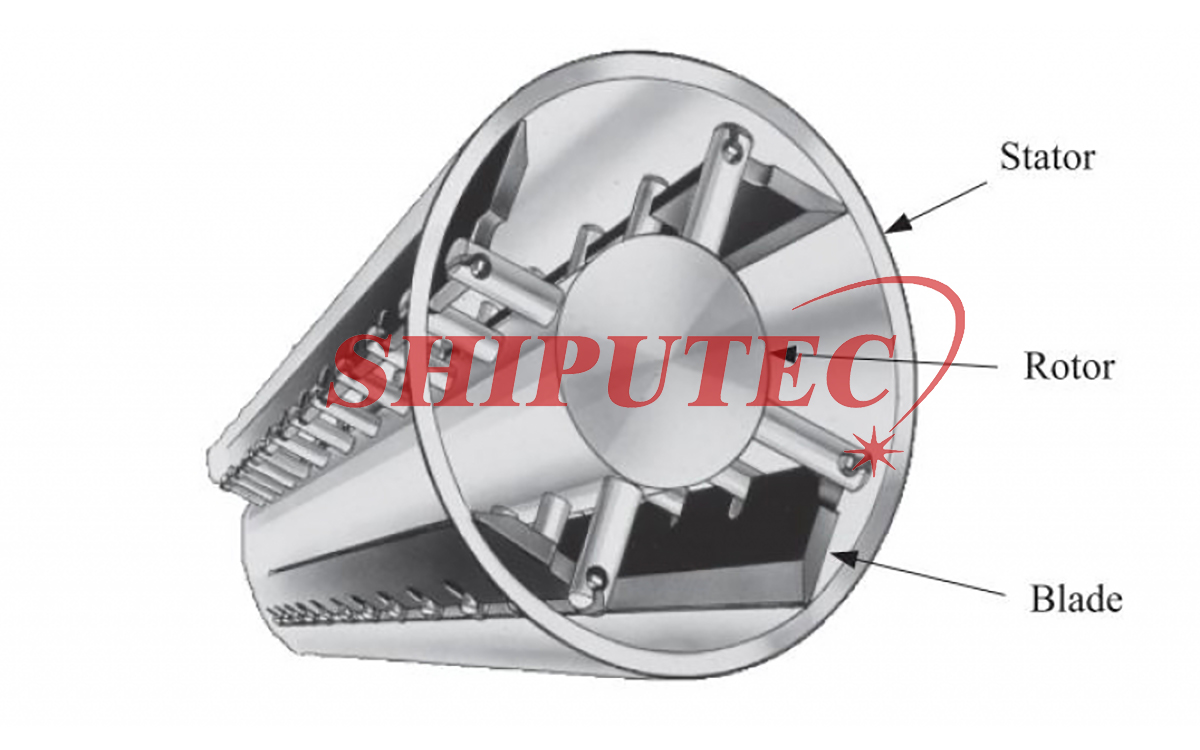
யூனிட் சி (முள் சுழலி இயந்திரம்) என்பது மேலே உள்ள படத்தில் காட்டப்பட்டுள்ளபடி, பிசைந்து மற்றும் தடித்தல் சாதனமாகும். சுழலும் தண்டு மீது இரண்டு வரிசை மெட்டல் போல்ட்கள் நிறுவப்பட்டுள்ளன, மேலும் சிலிண்டரின் உள் சுவரில் நிலையான உலோக போல்ட்கள் நிறுவப்பட்டுள்ளன, அவை தண்டு மீது உலோக போல்ட்களுடன் தடுமாறி ஒருவருக்கொருவர் தொடாது. தண்டு அதிக வேகத்தில் சுழலும் போது, தண்டு மீது உலோக போல்ட் நிலையான உலோக போல்ட் இடைவெளியை கடந்து, மற்றும் பொருள் முழுமையாக பிசைந்து. இந்த நடவடிக்கையின் கீழ், இது படிகங்களின் வளர்ச்சியை ஊக்குவிக்கும், படிக நெட்வொர்க் கட்டமைப்பை அழித்து, இடைவிடாத படிகங்களை உருவாக்குகிறது, நிலைத்தன்மையைக் குறைக்கிறது மற்றும் பிளாஸ்டிசிட்டியை அதிகரிக்கிறது.
யூனிட் சி (முள் சுழலி இயந்திரம்) சூப்பர் குளிர் இரவில் மட்டுமே வலுவான பிசைதல் விளைவை விளையாடுகிறது, எனவே இதற்கு வெப்ப பாதுகாப்பு மட்டுமே தேவைப்படுகிறது மற்றும் குளிரூட்டல் தேவையில்லை. படிகமயமாக்கல் வெப்பம் வெளியிடப்படுவதால் (சுமார் 50KCAL/KG), மற்றும் பிசைந்து உராய்வதால் உருவாகும் வெப்பம், அலகு C இன் வெளியேற்ற வெப்பநிலை (பின் ரோட்டார் மெக்ஜின்) ஊட்ட வெப்பநிலையை விட அதிகமாக உள்ளது. இந்த நேரத்தில், படிகமாக்கல் சுமார் 70% முடிந்தது, ஆனால் அது இன்னும் மென்மையாக உள்ளது. இறுதி தயாரிப்பு வெளியேற்ற வால்வு மூலம் வெளியிடப்படுகிறது, மேலும் அது ஒரு குறிப்பிட்ட நேரத்திற்குப் பிறகு கடினமாகிவிடும்.
சி யூனிட்டிலிருந்து (முள் சுழலி இயந்திரம்) மார்கரைன் அனுப்பப்பட்ட பிறகு, அது ஒரு குறிப்பிட்ட வெப்பநிலையில் வெப்ப சிகிச்சை செய்யப்பட வேண்டும். பொதுவாக, தயாரிப்பு 48 மணி நேரத்திற்கும் மேலாக உருகும் புள்ளிக்கு கீழே 10 டிகிரி வெப்பநிலையில் வைக்கப்படுகிறது. இந்த சிகிச்சையானது பழுக்க வைப்பது என்று அழைக்கப்படுகிறது. சமைத்த தயாரிப்பு நேரடியாக உணவு பதப்படுத்தும் ஆலைக்கு அனுப்பப்படும்.
தொடர்புடைய தயாரிப்புகள்
-

மேற்பரப்பு ஸ்கிராப் செய்யப்பட்ட வெப்பப் பரிமாற்றி-வாக்காளர் இயந்திரம்-SPX
மார்கரைன் உற்பத்தி, மார்கரைன் ஆலை, வெண்ணெயை இயந்திரம், சுருக்கம் செயலாக்கக் கோடு, ஸ்கிராப் செய்யப்பட்ட மேற்பரப்பு வெப்பப் பரிமாற்றி, வோட்டர் மற்றும் பலவற்றிற்கு ஏற்றது. வெண்ணெயை ஸ்கிராப் செய்யப்பட்ட மேற்பரப்பு வெப்பப் பரிமாற்றி உருளையின் கீழ் முனையில் செலுத்தப்படுகிறது. தயாரிப்பு உருளை வழியாக பாயும் போது, அது தொடர்ந்து கிளர்ச்சியடைந்து சிலிண்டர் சுவரில் இருந்து ஸ்கிராப்பிங் பிளேடுகளால் அகற்றப்படுகிறது. ஸ்கிராப்பிங் நடவடிக்கையானது கறைபடிந்த வைப்புகளிலிருந்து விடுபட்ட மேற்பரப்பு மற்றும் சீரான, h...
-

வாக்காளர்-SSHEs சேவை, பராமரிப்பு, பழுதுபார்ப்பு, ரென்...
வேலை நோக்கம் உலகில் பல பால் பொருட்கள் மற்றும் உணவு உபகரணங்கள் தரையில் இயங்குகின்றன, மேலும் பல இரண்டாவது கை பால் பதப்படுத்தும் இயந்திரங்கள் விற்பனைக்கு உள்ளன. மார்கரைன் தயாரிப்பதற்கு (வெண்ணெய்) பயன்படுத்தப்படும் இறக்குமதி செய்யப்பட்ட இயந்திரங்களுக்கு, உண்ணக்கூடிய மார்கரைன், சுருக்கம் மற்றும் வெண்ணெயை சுடுவதற்கான உபகரணங்கள் (நெய்), நாங்கள் உபகரணங்களின் பராமரிப்பு மற்றும் மாற்றங்களை வழங்க முடியும். திறமையான கைவினைஞர் மூலம், இந்த இயந்திரங்களில் ஸ்கிராப் செய்யப்பட்ட மேற்பரப்பு வெப்பப் பரிமாற்றிகளும் அடங்கும், ...
-

புதிய வடிவமைக்கப்பட்ட ஒருங்கிணைந்த மார்கரைன் & ஷார்ட்...
-

பைலட் மார்கரைன் ஆலை மாதிரி SPX-LAB (ஆய்வக அளவு)
நன்மை முழுமையான உற்பத்தி வரி, சிறிய வடிவமைப்பு, விண்வெளி சேமிப்பு, செயல்பாட்டின் எளிமை, சுத்தம் செய்ய வசதியானது, பரிசோதனை சார்ந்த, நெகிழ்வான உள்ளமைவு மற்றும் குறைந்த ஆற்றல் நுகர்வு. புதிய உருவாக்கத்தில் ஆய்வக அளவிலான சோதனைகள் மற்றும் R&D வேலைகளுக்கு இந்த வரி மிகவும் பொருத்தமானது. உபகரண விளக்கம் பைலட் மார்கரைன் ஆலை உயர் அழுத்த பம்ப், க்வென்சர், பிசைந்து மற்றும் ஓய்வு குழாய் ஆகியவற்றைக் கொண்டுள்ளது. மார்கரைன் போன்ற படிக கொழுப்புப் பொருட்களுக்கு சோதனைக் கருவி பொருத்தமானது...
-

தாள் மார்கரைன் ஸ்டாக்கிங் & குத்துச்சண்டை வரி
தாள் மார்கரைன் ஸ்டாக்கிங் & குத்துச்சண்டை வரி இந்த ஸ்டாக்கிங் & குத்துச்சண்டை வரிசையில் தாள்/தடுப்பு வெண்ணெயை ஊட்டுதல், ஸ்டாக்கிங், தாள்/பிளாக் வெண்ணெயை பெட்டியில் ஊட்டுதல், ஒட்டுதல் தெளித்தல், பெட்டியை உருவாக்குதல் & பெட்டி சீல் செய்தல் மற்றும் பலவற்றை உள்ளடக்கியது, இது கையேடு தாள் வெண்ணெயை மாற்றுவதற்கான சிறந்த வழி. பெட்டி மூலம் பேக்கேஜிங். ஃப்ளோசார்ட் தானியங்கி தாள்/பிளாக் மார்கரைன் ஃபீடிங் → ஆட்டோ ஸ்டாக்கிங் → தாள்/பிளாக் வெர்ஜரைன் பாக்ஸில் ஃபீடிங்
-

பிளாஸ்டிகேட்டர்-SPCP
செயல்பாடு மற்றும் நெகிழ்வுத்தன்மை பிளாஸ்டிகேட்டர், பொதுவாக சுருக்கத்தை உற்பத்தி செய்வதற்கு பின் சுழலி இயந்திரத்துடன் பொருத்தப்பட்டிருக்கும், இது தயாரிப்பின் கூடுதல் அளவு பிளாஸ்டிசிட்டியைப் பெறுவதற்கான தீவிர இயந்திர சிகிச்சைக்காக 1 சிலிண்டருடன் பிசைந்து மற்றும் பிளாஸ்டிசைஸ் செய்யும் இயந்திரமாகும். சுகாதாரத்தின் உயர் தரநிலைகள் பிளாஸ்டிகேட்டர் சுகாதாரத்தின் மிக உயர்ந்த தரத்தை பூர்த்தி செய்யும் வகையில் வடிவமைக்கப்பட்டுள்ளது. உணவுடன் தொடர்பு கொள்ள வேண்டிய அனைத்து தயாரிப்பு பாகங்களும் AISI 316 துருப்பிடிக்காத எஃகு மற்றும் அனைத்து...